| JDGMILL講座 その11 |
1st Tool change / Normal Tool change / Last Tool change
の設定方法について見ていきましょう。
この箇所はすべてが画面に収まりきらないために、この部分のみスクロールバーでスクロールするようになっています。
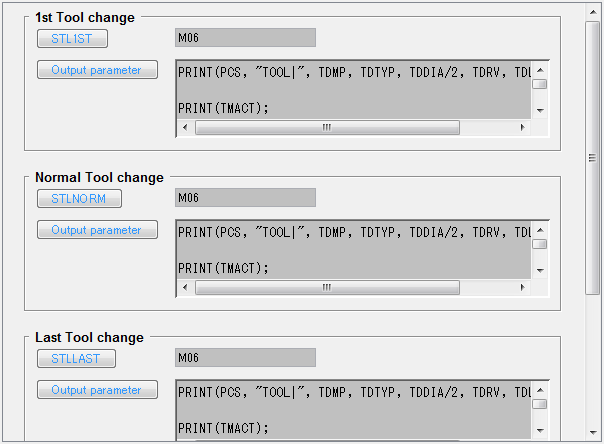
工具交換は状況に応じて3種類ありますが、設定の手順はどれも同じです。
今回は代表して 1st Tool change を例に見てみましょう。
1st Tool change
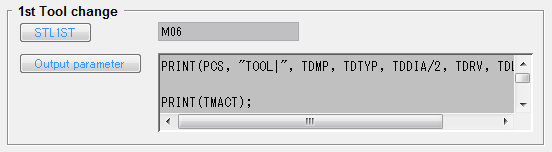
1st Tool changeには2個のボタンがあります。
各ボタンは次のそれぞれを設定します。
STL1ST
工具交換命令コード
Output parameter
出力するNCデータの内容
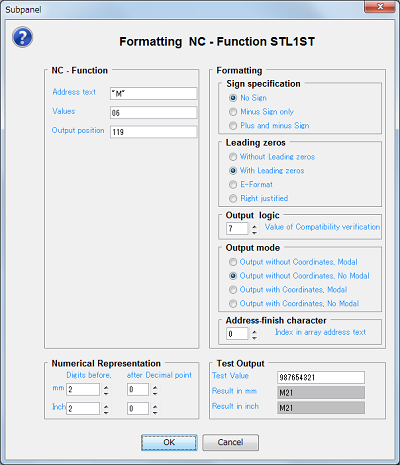
STL1ST
STL1STでは工具交換命令として出力される命令コードを設定します。
STL1STのボタンを押すと設定画面が現れます。
 |
|
| ( 画像をクリックすると拡大図を表示 ) |
ここでも最低限必要な箇所だけを見ていくことにします。
NC - Function
NC機械で工具交換させる命令コードを設定します。
一般的なNC機械ではM06というコードで工具交換が行なわれます
( NC機械によって異なります ) 。
工具交換時にM06のコードを出すようにするには上図のように、Address
text の部分に"M"と書き、Values の部分に06と書きます。
アドレス (
Address ) と値 ( Values )
M06のような命令コードは、アドレス部分と値部分の2つに分けて考えます。
M06の場合では、Mがアドレス、06が値となります。
Output position
Address textとValues で指定した M06 を一行中の何桁目に出力するのかを指定するパラメータです。
重要なパラメータではありますが、現段階ではまだ難しい内容となりますので詳しくは後の回で説明することにします。
通常はデフォルトのままにしておいてください。
Numerical Representation/Test Output

Numerical Representation
では前述の値 ( Values ) の桁数を何桁で出力するかを設定します。
メートル法のmmとインチ法のInchのそれぞれで別々の設定ができます。
左側の Digits bevor が整数部分 ( 小数点より左側 )
の桁数を、右側の
after
Decimal point が少数部分 ( 小数点より右側 ) の桁数を表しています。
Test Output の部分には、桁数を設定した場合にどのように出力されるのかがイメージとして表示されます。
上図の例では、Test Valueに987654321 という値が入っています。
通常であればアドレスの "M" と合わせて
M987654321 と出力されるところですが、Digits bevor で整数部分は2桁までと設定しているので2桁分の21だけが使われて
M21 と出力されるということを表しています。
Sign specification
値(Values)が正の数、負の数、それぞれの場合に+−の符号を付けるかどうかを設定します。
No sign
符号無し
Minus Sign only
負の場合のみ−符号を付ける
Plus and minus Sign
正、負のいずれの場合も+−の符号を付ける
Leading zeros
値 ( Values ) の桁数がNumerical Representationで設定した桁数に満たない時に、値の前に足りない桁数分の0を付けるかどうかを設定します。
Without Leading zeros
0を付けない
With Leading zeros
桁数分の0を付ける
E-Format
指数表示にする
例えば、正数部分 ( Digits bevor ) の桁数が5で、With Leading zeros を選択していた場合、もし、値 ( Values ) の内容が 123 であれば、実際に出力される内容は M00123 となります。
Output mode
座標形式または非座標形式のどちらで出力するかを指示します。
更に、出力された内容に対してモーダルを効かせるかどうかも指示します。
Output without Coordinates, Modal
非座標出力(モーダル有り)
Output without Coordinates, No Modal
非座標出力(モーダル無し)
Output with Coordinates, Modal
座標出力(モーダル有り)
Output with Coordinates, No Modal
座標出力(モーダル無し)
各項目を設定後、OKを押すと工具交換命令 ( 例えばM06 ) の出力方法が決定されます。
次回は、Output parameter について説明をしていきます。
JDGMILL講座 その11 ... 終わり
|