| JDGMILL講座 その12 |
工具交換 ( 後編 )
前回 ( その11 ) からの続きです。
Output parameter
Output parameterでは工具交換時に工具交換命令
( STL1ST )
と一緒に出力されるNCコード群をミニオイクリッド言語を使って設定します。
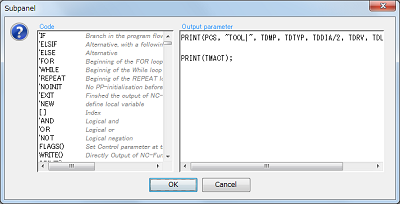
Output parameterのボタンを押すとプログラム入力画面が現れます。
 |
|
| ( 画像をクリックすると拡大図を表示 ) |
右側のOutput
parameter部分がプログラム入力画面です。
それでは内容を見てみましょう。
PRINT(PCS, "1ST CHANGE TOOL ",TDMP, TDTYP, TDDIA/2, TDRV, TDLEN, PCE);
WRITE(TMACT);
ここではPRINT文とWRITE文の2つが記述されています。
PRINT文とWRITE文はいずれも括弧の中身をNCデータ中に出力する命令です。
違いは、PRINT文は1命令毎に改行されるのに対して、WRITE文は改行されずに1行に続けて出力されます。
まずはPRINT文の出力内容を見てみましょう。
PRINT文の括弧の中身は、
PCS
"1ST CHANGE TOOL "
TDMP
TDTYP
TDDIA/2
TDRV
TDLEN
PCE
の8個が、コンマで区切られて並んでいます。
パラメーター一覧表に照らし合わせて各パラメータを見てみると、工具に関する情報を表したパラメータである事がわかります。
よって、このPRINT文では工具の情報をNCデータ中に書き込みしていることになります。
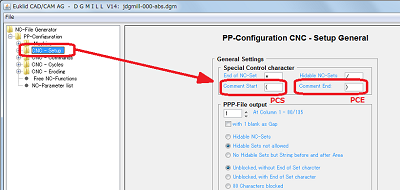
ところで、パラメーター一覧表に載っていない最初と最後の PCS と PCE は何のパラメーターなのでしょう?
PCS と PCE は、コメントの開始と終了の各記号を出力するためのパラメータです。
CNC-Setup の Special
Control character で設定した文字が PCS と PCE によって出力されます。
 |
|
| ( 画像をクリックすると拡大図を表示 ) |
PCSは左小括弧、PCEは右小括弧が出力されるようになっていますので、このPRINT文では以下のようにNCデータに出力されます。
【例】 使用工具が、ブルノーズエンドミル 半径=10、スミR=1、工具長=50mm、工具番号=1の場合
(1ST CHANGE TOOL NO=1 TP=12 RR=10.00 RV=1.00 L=50.00)
次はWRITE文です。
出力するパラメータはTMACTとなっています。パラメーター一覧表で見てみると「現在の工具番号」となっており、ここでは T1
というように使用する工具の番号が出力されます。
【出力例】
(1ST CHANGE TOOLNO=1 TP=2 RR=10.00 RV=1.00 L=50.00)
T1M06
G00X17.571Y103.S1000M03
WRITE(TMACT); によって T1M06 というようにT番号が同じ行に出力されます。
次回からは、NCデータの出力例からの実際の設定方法について紹介をしていきます。
JDGMILL講座 その12 ... 終わり
|